ProGrit GmbH
· Kastellstrasse 6 · 8623 Wetzikon · Tel: +41 (0)44 844 54 26 · info@progrit.ch
Unternehmen
Geschichte
Philosophie
Know How
Systemlieferant – Technologie aus einer Hand
Innovationsmanagement
Qualität und Service
Globale Kompetenz
Referenzen
Produkte
Powder Compaction Tooling
Spannsysteme
PRS Spannsystem
PPS Spannsystem
RCS Rollen Spannsystem
RCS-PPS Spannsystem
PMC Spannsystem
MCS Manuelles Spannsystem
MCS C Wechselplattensystem
SCS Segmentiertes Spannsystem
SCS K Positioniersystem
Steuer- und Versorgungseinheit
Messsysteme
Mess-, Ausricht- und Analysesysteme
Elektronische Messsysteme
APC-4i Adapter Press Calibration System
TPS-3i Tooling Positioning System
ZRM Reference Measuring System
PAS-3i Palletization Alignment System
TCQ Tooling Calibration Quality System
MAS-xi Messsystem für multiaxiales Pressen
Presswerkzeuge und Füllerplatten
Auslegung, Design und Herstellung von Presswerkzeugen
Presswerkzeuge multiaxiales Pressen / Querpressen
Füllerplatten manuell und automatisch
Multi Axiales Presssystem / Querpressen
Presstechnologie 4.0
Vollautomatische Produktion und Identifikation von Presswerkzeugen
TCQ – Vollautomatische Vermessung und Kalibrierung von Presswerkzeugen für den Pressprozess
Presstechnologie 4.0 – Vollautomatischer Werkzeug- und Pulverwechsel inklusive automatisiertem Datenbank gestütztem Einstellprozess
Handling und Manipulationshilfen
Handling von Presswerkzeugen
Handling von Pressebenen
Schleiftechnologie
Moderne Schleiftechnologien
ECD Schleifen
Monitoring Schleifprozess
Consulting & Engineering
Consulting
Powder Compaction Technology
Referenzspannsysteme / Fertigungsautomation
Extrusionstechnologie
Messtechnik
Prozess- und Produktionstechnik
Schleiftechnik
Engineering
Konstruktion Presswerkzeuge
3D Scanning und Reverse Engineering
Integration
Innovations- und Technologiemanagement
News & Events
Produkte
Unternehmen
Messen / Ausstellungen
Presse / Publikationen
Offene Stellen
Kontakt
Anfrage
Ansprechpartner
Anfahrt
Weltweit
My Progrit
English
Deutsch
|
English
My Progrit
Kontakt
Anfrage
Ansprechpartner
Anfahrt
Weltweit
Kontakt
Sprache
My Progrit
Anfrage
Ansprechpartner
Anfahrt
Weltweit
Deutsch
English
Unternehmen
Geschichte
Philosophie
Know How
Systemlieferant – Technologie aus einer Hand
Innovationsmanagement
Qualität und Service
Globale Kompetenz
Referenzen
Produkte
Powder Compaction Tooling
Spannsysteme
PRS Spannsystem
PPS Spannsystem
RCS Rollen Spannsystem
RCS-PPS Spannsystem
PMC Spannsystem
MCS Manuelles Spannsystem
MCS C Wechselplattensystem
SCS Segmentiertes Spannsystem
SCS K Positioniersystem
Steuer- und Versorgungseinheit
Messsysteme
Mess-, Ausricht- und Analysesysteme
Elektronische Messsysteme
APC-4i Adapter Press Calibration System
TPS-3i Tooling Positioning System
ZRM Reference Measuring System
PAS-3i Palletization Alignment System
TCQ Tooling Calibration Quality System
MAS-xi Messsystem für multiaxiales Pressen
Presswerkzeuge und Füllerplatten
Auslegung, Design und Herstellung von Presswerkzeugen
Presswerkzeuge multiaxiales Pressen / Querpressen
Füllerplatten manuell und automatisch
Multi Axiales Presssystem / Querpressen
Presstechnologie 4.0
Vollautomatische Produktion und Identifikation von Presswerkzeugen
TCQ – Vollautomatische Vermessung und Kalibrierung von Presswerkzeugen für den Pressprozess
Presstechnologie 4.0 – Vollautomatischer Werkzeug- und Pulverwechsel inklusive automatisiertem Datenbank gestütztem Einstellprozess
Handling und Manipulationshilfen
Handling von Presswerkzeugen
Handling von Pressebenen
Schleiftechnologie
Moderne Schleiftechnologien
ECD Schleifen
Monitoring Schleifprozess
Consulting & Engineering
Consulting
Powder Compaction Technology
Referenzspannsysteme / Fertigungsautomation
Extrusionstechnologie
Messtechnik
Prozess- und Produktionstechnik
Schleiftechnik
Engineering
Konstruktion Presswerkzeuge
3D Scanning und Reverse Engineering
Integration
Innovations- und Technologiemanagement
News & Events
Produkte
Unternehmen
Messen / Ausstellungen
Presse / Publikationen
Offene Stellen
Kontakt
Anfrage
Ansprechpartner
Anfahrt
Weltweit
My Progrit
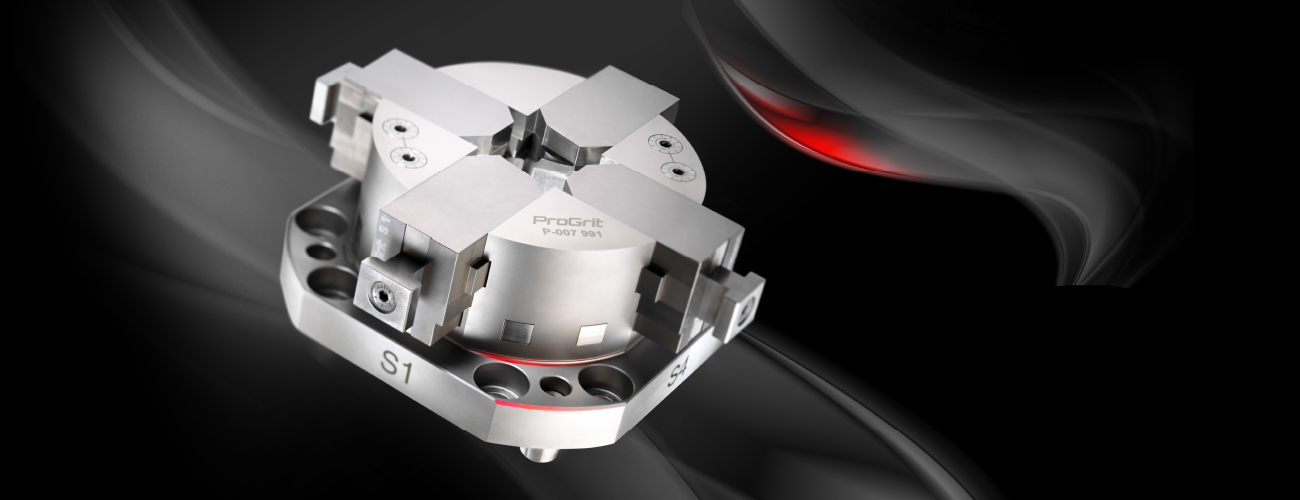
Stärkste Referenzspannsysteme mit patentiertem Rollenspannsystem
»
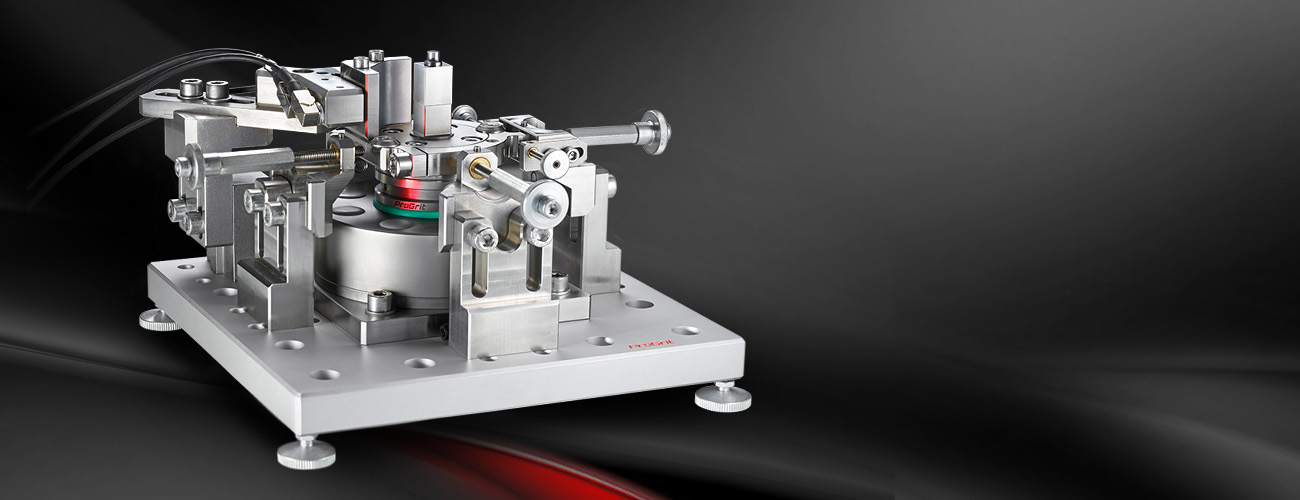
Multiaxiale Presssysteme - Höchste Kräfte auf kleinstem Raum
»
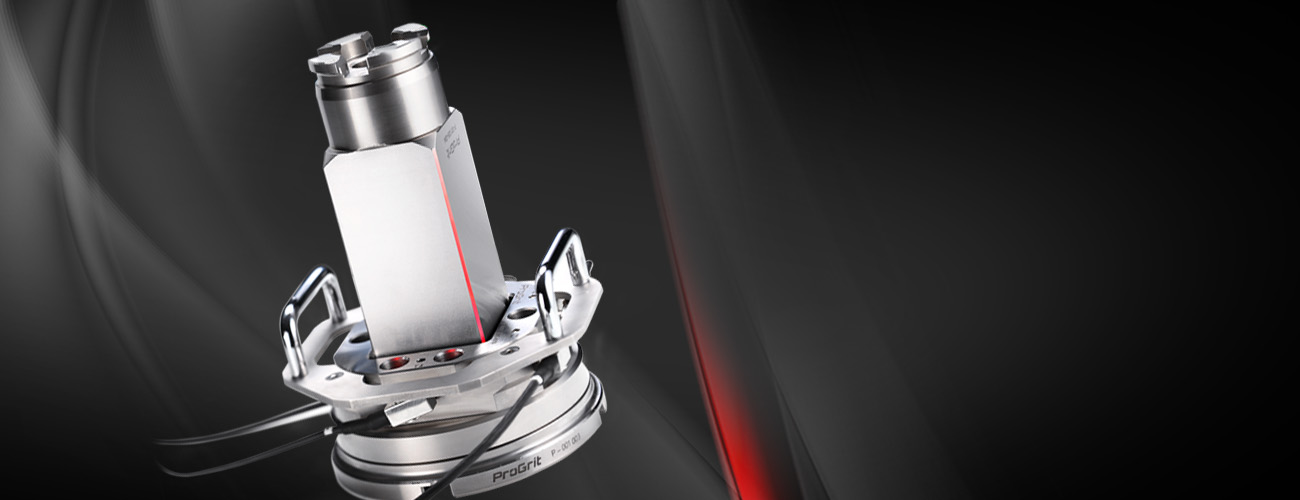
Elektrische Antriebseinheit - Höchste Kraft und Präzision auf kleinstem Raum
»
Innovatives Werkzeugdesign und höchstpräzise Werkzeuge steigern Produktivität
»
Multi axiale Formgebung in höchster Präzision und modularer Flexibilität mit einstellbarem Fixanschlag
»
Palletieren und Ausrichten von Presswerkzeugen in µm Präzision
»
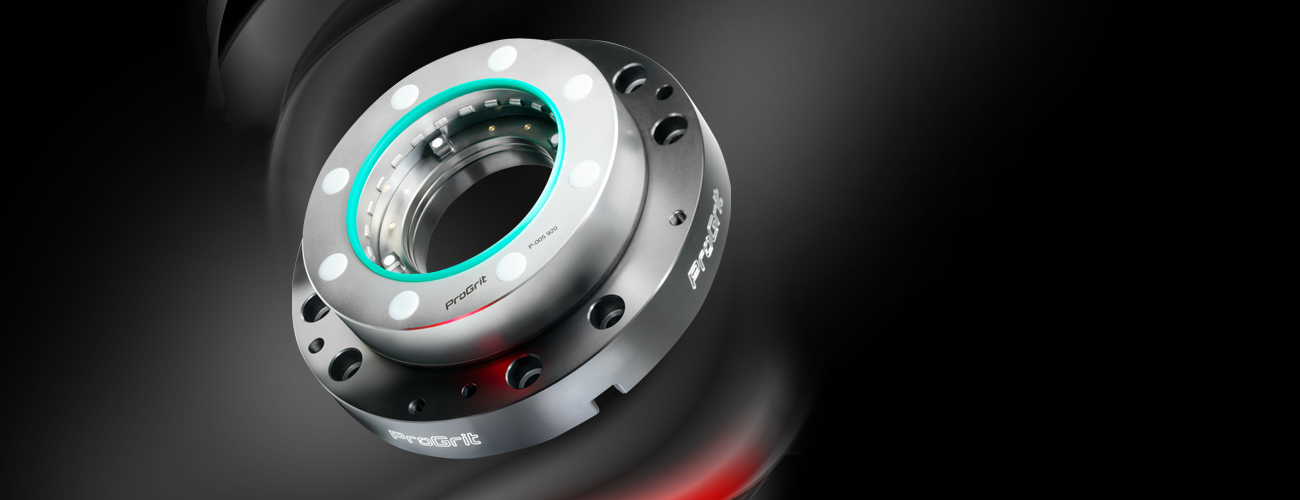
Ausrichten von Referenzspannsystemen auf Pressen in µm Präzision
»
ProGrit GmbH
Kastellstrasse 6 · 8623 Wetzikon / Switzerland ·
Tel: +41 (0)44 844 54 26 ·
info@progrit.ch
AGB ·
Sitemap ·
Impressum/Datenschutz
.jpg)
.jpg)